Slijpen van schaatsen
Rondingsdiameter 8 meter, 14 meter en 20 meter.
Het slijpen van de schaatsen gebeurt voor het eerst nadat nieuw geproduceerde schaatsen voor verkoop worden klaargemaakt. Niemand koopt schaatsen die niet scherp geslepen zijn. Vervolgens worden de schaatsen telkens geslepen als ze na gebruik bot geworden zijn.
Bij het slijpen van schaatsen wordt de onderkant van de schenkel scherp gemaakt zodat bij de afzet de schaats goed grip heeft op het ijs. De laatste 25 jaar wordt onder actieve schaatsenrijders veel meer aandacht besteed aan de techniek van het schaatsen en aan het materiaal. In het verleden was het vrij gebruikelijk om met de punt van de schaats af te zetten. Het wegspatten van ijsschilvers bij de afzet werd gezien als bewijs van grote krachtsinspanning. Tegenwoordig wordt wegspattend ijs opgevat als teken van verspilde energie. Het is mogelijk dat in het verleden het afzetten met de punt een compensatie was voor slecht geslepen schaatsen en dat het afzetten met de punt zich langzamerhand heeft ontwikkeld tot de algemeen aanvaarde schaatsstijl.
Met goed geslepen schaatsen is het beter mogelijk met de hele breedte van het schaatsijzer af te zetten. De scherpte van het ijzer in de lengterichting is een element van het slijpen, een tweede minstens zo belangrijk element van het slijpen is de ronding van het ijzer. De noodzakelijke ronding van het ijzer is afhankelijk van de schaatsdiscipline die men uitoefent.
Over het algemeen wordt voor de meest gangbare disciplines kunstrijden, schoonrijden en hardrijden de volgende rondingsdiameter aangehouden: 8 meter, 14 meter en 20 meter. Een sterke ronding van de kunstrijdschaats is nodig om korte bochten te kunnen draaien. Voor het schoonrijden is een gemiddelde ronding van 14 meter voldoende om grote bochten te kunnen beschrijven, terwijl een geringe ronding van de hardrijdschaats nodig is om langere slagen te kunnen maken.




De frequentie voor het aanbrengen of herstellen van de ronding wordt over het algemeen gesteld op één maal per seizoen. Vanzelfsprekend is hierbij de intensiteit van het gebruik van schaatsen doorslaggevend.
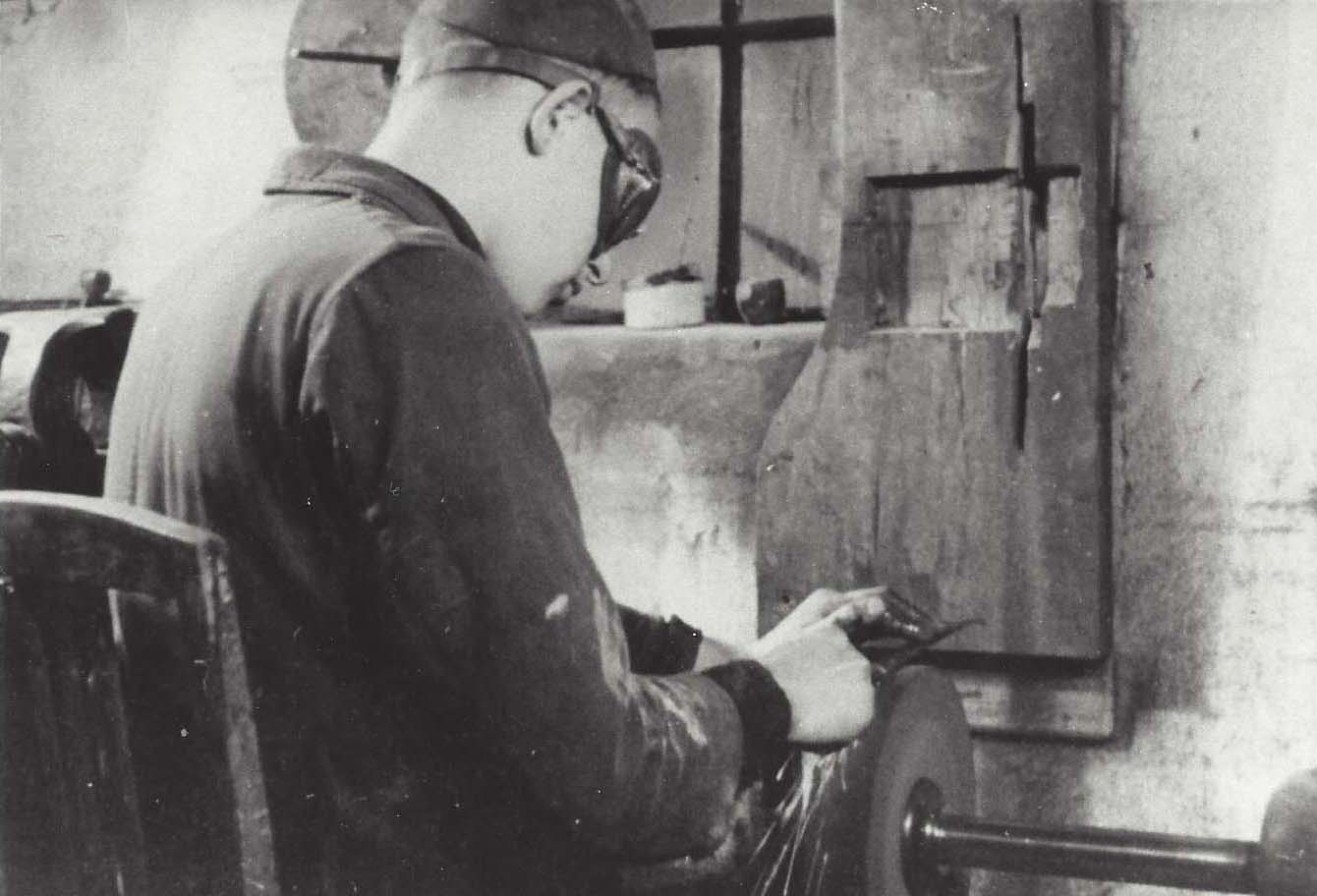
Het slijpen gebeurde op een slijpsteen. Hiervoor werd veelal een ronde zandsteen gebruikt met een begindiameter van ongeveer 2 meter. De steen moest vroeger met de hand worden aangedraaid. Dit gebeurde vaak door de jongste knecht. Pas vanaf 1900 vindt toepassing plaats van elektromotoren voor de aandrijving van de stenen. In Friesland werden schaatsen in de 18e eeuw ook wel geslepen met een rosmolen.
Zandstenen slijpstenen waren aan snelle slijtage onderhevig. Na verloop van tijd werd de diameter door slijtage snel kleiner. In 20e eeuw werd nieuw materiaal in gebruik genomen. Met name de amarilsteen bleek een duurzame vervanger van de zandsteen.
Nog steeds worden schaatsen op een ronde slijpsteen geslepen. Daarnaast is er voor de doe-het-zelver een platte steen beschikbaar, waarmee de schaatsen tussentijds bijgeslepen kunnen worden.
Voor het slijpen van schaatsen op de slijpsteen moest de schaats over de breedte tegen de slijpsteen worden gehouden. Dit werd met een zogenaamd schaatsblok gedaan. De schenkel werd eerst uit het houtje genomen en vervolgens in het schaatsblok geplaatst. Een schaatsblok bestond uit twee houten delen die door middel van twee of meer zware schroeven met moeren op elkaar konden worden gedraaid. De schenkel werd zodanig tussen de twee delen van het blok geklemd dat het glijvlak ongeveer 5 tot 10 mm buiten het blok stak. Het slijpblok was nodig om kracht uit te kunnen oefenen met de schenkel op de slijpsteen. Zou men dit met de schaats zelf doen dan was er kans dat het ijzer enigszins ontwricht raakte door het ontstaan van splijtscheuren in het houtje. Met het zwaar geconstrueerde slijpblok vermeed men dit risico. Sommige schaatsenmakers merkten de ijzers met een ‘L’ en een ‘R’ voor de linker en de rechter schaats, zodat de slijper, nadat hij de ijzers weer uit het blok haalde, het juiste ijzer weer in het juiste houtje kon zetten.
Het slijpblok had meestal twee houten handvaten, waarmee de slijper het blok hanteerde. Een slijpblok werd door een timmerman en/of smid zelf gemaakt.


Lees verder
Meer artikelen over Materiaal, constructie en montage